Portalfräse: Unterschied zwischen den Versionen
Case (Diskussion | Beiträge) |
(Anstriche (- → *) + {{Prozentstatus der Aufgabe|Einarbeiten in Vorlage:Projektdaten|0%|…}}) |
||
| (19 dazwischenliegende Versionen von einem anderen Benutzer werden nicht angezeigt) | |||
| Zeile 1: | Zeile 1: | ||
| − | + | {{Prozentstatus der Aufgabe|Einarbeiten in Vorlage:Projektdaten|0%|[[Vorlage:Projektdaten]] verwenden um Daten und Vorschaubild für Startseite zu erzeugen.}} | |
| − | + | === FROSE2 === | |
| − | - | + | Beim Projekt Frose2 geht es um den Aufbau einer OSEG-Fräse, mit Verfahrwegen von ca. 100 x 70 x 8 cm. Diese hat eine wichtige Schlüsselfunktion bzw. begünstigt die Weiterentwicklung weiterer OSEG-Projekte, wie zB.: |
| − | + | * allg. Prototypentwicklung | |
| − | + | * Werkstatt-Ausstattung für OpenEcoLabs: Selbst-Replikation | |
| − | + | * Produktionsmaschine für OpenHardware-Bauteile (wie z.B. UniProKit) | |
| − | + | * Projekt LibreSolarBox: Öffnungen i.d. Gehäuseplatten f. Anschlüsse/Stecker | |
| − | + | * Projekt OHLOOM: Erstellung von Seitenwandteilen f. Bausätze, als Grundlage f. Kurse (Fortbildung) und Workshop-Veranstaltungen. | |
| − | + | * Projekt ZAC+: Reaktionskammern mit Zulauf- u. Abfluss-Kanälen in Plexiglas fräsen. | |
| − | |||
| − | |||
| − | |||
Als Grundlage für den Aufbau diente der Torso einer alten Isel-basierten CNC-Sondermaschine, welcher als Schnäppchen sehr günstig erstanden werden konnte und zunächst nur aus dem Grundkorpus sowie der X- und Y-Achse bestand. D.h., eine Z-Achse war nicht vorhanden und musste völlig neu konstruiert und aufgebaut werden. | Als Grundlage für den Aufbau diente der Torso einer alten Isel-basierten CNC-Sondermaschine, welcher als Schnäppchen sehr günstig erstanden werden konnte und zunächst nur aus dem Grundkorpus sowie der X- und Y-Achse bestand. D.h., eine Z-Achse war nicht vorhanden und musste völlig neu konstruiert und aufgebaut werden. | ||
| Zeile 23: | Zeile 20: | ||
Dabei konnten wir auf einem sehr hochwertigen OpenHardware Bauplan aufsetzen von '''Sebastian End''', dem Betreiber eines beliebten und sehr empfehlenswerten Youtube-Channels zum Thema CNC-Fräsen, siehe [https://www.youtube.com/watch?v=Q65JGZrmBB4] , dem wir an dieser Stelle nochmals herzlich danken möchten. | Dabei konnten wir auf einem sehr hochwertigen OpenHardware Bauplan aufsetzen von '''Sebastian End''', dem Betreiber eines beliebten und sehr empfehlenswerten Youtube-Channels zum Thema CNC-Fräsen, siehe [https://www.youtube.com/watch?v=Q65JGZrmBB4] , dem wir an dieser Stelle nochmals herzlich danken möchten. | ||
| − | Wir haben dabei ein paar kleine Anpassungen an unsere Bedingungen vorgenommen | + | Wir haben dabei ein paar kleine Anpassungen an unsere Bedingungen vorgenommen (wie etwa den Bohrlöchern für die Befestigung der Z-Achse am Portal) und alle CAD-Files dazu in das von uns bevorzugte FreeCAD-Format portiert, siehe [https://github.com/case06/Frose2]. |
Ausserdem wurden an sämtlichen Achsen neue Stepper-Motoren eingebaut und eine dazu passende Steuerung entwickelt, basierend auf einem Arduino Nano mit der OpenSource-Firmware GRBL 1.1. Als Steuerungssoftware nutzen wir bCNC, welches ebenfalls OpenSource ist. | Ausserdem wurden an sämtlichen Achsen neue Stepper-Motoren eingebaut und eine dazu passende Steuerung entwickelt, basierend auf einem Arduino Nano mit der OpenSource-Firmware GRBL 1.1. Als Steuerungssoftware nutzen wir bCNC, welches ebenfalls OpenSource ist. | ||
| + | |||
| + | Als Frässpindel kommt eine Kress 1050 FME mit 24000 u/min zum Einsatz. | ||
<gallery widths="400" heights="300" perrow="2> | <gallery widths="400" heights="300" perrow="2> | ||
| Zeile 31: | Zeile 30: | ||
File:Frose4.jpg| Darstellung in FreeCAD | File:Frose4.jpg| Darstellung in FreeCAD | ||
</gallery> | </gallery> | ||
| − | |||
| − | |||
=== Die Kreuzplatte === | === Die Kreuzplatte === | ||
| − | Die Kreuzplatte dient der Verbindung zwischen dem Spindelschlitten und dem Portal bzw. der X-Achse. Diese erfolgt über eine | + | Die Kreuzplatte dient der Verbindung zwischen dem Spindelschlitten und dem Portal bzw. der X-Achse. Diese erfolgt über eine rechtwinklig dazu angeordnete Verbindungsplatte, so dass hier aufgrund von zwei rechtwinkling angeordneten Befestigungsebenen eine besonders hohe Stabilität und Steifigkeit erzielt werden kann. |
| − | Die Kreuzplatte benötigt eine Vertiefung für die Spindelmutter und könnte theoretisch aus einem dicken Alustück gefertigt werden - wozu man aber bereits eine CNC-Fräse benötigen würde. Darum wird die | + | Die Kreuzplatte benötigt eine Vertiefung für die Spindelmutter und könnte theoretisch aus einem dicken Alustück gefertigt werden - wozu man aber bereits eine CNC-Fräse benötigen würde. Darum wird die Vertiefung hier durch eine Aufdoppelung mit schmalen Aluplatten realisiert, was auch eine Herstellung von Hand ermöglicht bzw. diese etwas vereinfacht |
| Zeile 44: | Zeile 41: | ||
File:Frose_kp3.jpg| Die Kreuzplatte | File:Frose_kp3.jpg| Die Kreuzplatte | ||
File:Frose_kp1.jpg| Verbindungsplatte | File:Frose_kp1.jpg| Verbindungsplatte | ||
| + | File:Frose_kp2.jpg| Aufdoppelungsplatte | ||
File:Frose_kp3.jpg| Aufdoppelung | File:Frose_kp3.jpg| Aufdoppelung | ||
File:Frose8.jpg| Kreuzplatte mit Verbindungsplatte, Aufdoppelung und Spindelmutterblock | File:Frose8.jpg| Kreuzplatte mit Verbindungsplatte, Aufdoppelung und Spindelmutterblock | ||
| + | File:Frose_kp4.jpg| Kreuzplatte mit Führungswägen | ||
| + | File:Frose7.jpg| Komplette Baugruppe | ||
</gallery> | </gallery> | ||
| + | === Der Schlitten === | ||
<gallery widths="400" heights="300" perrow="2> | <gallery widths="400" heights="300" perrow="2> | ||
| − | File: | + | File:Frose_schlitten4.jpg| Die Vorderseite der Schlittenplatte |
| − | File: | + | File:Frose_schlitten4.jpg| Rückseite |
| + | File:Frose_schlitten2.jpg| Die Steppermountplate | ||
| + | File:Frose_schlitten1.jpg| Schlitten Baugruppe | ||
</gallery> | </gallery> | ||
| + | === Zusammenbau === | ||
| + | Die Schlittenplatte ist mittels der Lineartriebe beweglich mit der Kreuzplatte verbunden. Dabei werden die Führungswägen rückseitig mit der Kreuzplatte verschraubt und die Schienen sind am Schlitten befestigt. | ||
| + | Der Spindelmutterblock (für den Vortrieb) ist ebenfalls mit der Kreuzplatte verbunden und auf der anderen Seite befindet sich am Schlitten die Spindel nebst Fest- und Loslager, sowie dem Steppermotor. | ||
| + | |||
| + | <gallery widths="400" heights="300" perrow="2> | ||
| + | File:Frose_stepper1.jpg| Montierter Stepper und Festlager d. Kugelumlaufspindel | ||
| + | File:Frose5.jpg| Die Vorderseite der Schlittenplattegesamte Schlitten-Baugruppe | ||
| + | File:Frose6.jpg| Seitenansicht | ||
| + | </gallery> | ||
=== BOM === | === BOM === | ||
| + | |||
| + | Die Aluplatten sind so gestaltet, dass sie von Hand (mit Ständerbohrmaschine) gefertigt werden können. | ||
| + | Bei der Auswahl der Plattengrößen wurde versucht, möglichst solche zu verwenden, die bereits das richtige Standardmaß aufweisen und so keine weitere Nachbearbeitung erfordern. Nur die Platte für die Aufdoppelungen muss einmal mittig durchtrennt werden. | ||
| + | |||
| + | <gallery widths="800" heights="600" perrow="2> | ||
| + | File:Frose_kit.jpg| Die für die Z-Achse benötigten Bauteile | ||
| + | File:Frose_lineartrieb.jpg| Führungswagen | ||
| + | </gallery> | ||
| + | |||
==== Linearführung ==== | ==== Linearführung ==== | ||
| Zeile 119: | Zeile 140: | ||
Komplettset: | Komplettset: | ||
| − | + | * 144,90 EUR: https://www.cnc-discount.com/kugelumlaufspindeln/2010/2010-spindel-komplett/2010-spindel-komplett/195?number=210070KKUS2010.700.K2.81%20kg | |
Spindelmutteraufnahmeblock: | Spindelmutteraufnahmeblock: | ||
| + | * https://www.dold-mechatronik.de/Spindelmuttergehaeuse-DSG2005-fuer-Kugelumlaufspindel-SFU2005 | ||
| + | * 15,85 EUR: https://www.cnc-discount.com/2010-block-aluminium/202 (keine konkreten Maßangaben aber vermutl. das Gleiche wie oben) | ||
| − | + | Wellenkupplung: 7nm, 6,35 auf 12mm | |
| − | + | * 10,35 EUR: https://www.cnc-discount.com/wellenkupplungen/7-nm-gross/wellenkupplung-7-nm/123?number=7NM6312WK.7NM.63/120.062%20kg | |
| − | |||
| − | |||
| − | Wellenkupplung: | ||
| − | 7nm | ||
| − | 6,35 auf 12mm | ||
| − | |||
| − | |||
| − | |||
| Zeile 141: | Zeile 156: | ||
Typ 1605 (Durchmesser 16mm, Steigung 5mm) | Typ 1605 (Durchmesser 16mm, Steigung 5mm) | ||
| − | + | * 113,70 EUR: https://www.cnc-discount.com/kugelumlaufspindeln/1605/1605-spindel-komplett/1605-spindel-komplett/83?number=165035KKUS1605.350.K1.27%20kg | |
| − | |||
Spindelmutteraufnahmeblock: (Problem 40x24mm statt 58x13 -> entweder durchbohren und nur vier Schrauben oder andersrum montieren) | Spindelmutteraufnahmeblock: (Problem 40x24mm statt 58x13 -> entweder durchbohren und nur vier Schrauben oder andersrum montieren) | ||
| − | + | * https://www.ebay.de/itm/Spannblock-Spindelmuttergehause-DSG16-20-25-32-CNC-Kugelumlaufspindel/162313727741?hash=item25caa6eefd:m:m_0qmsd08XJ-yBWrg4pyASg | |
| − | + | * https://www.dold-mechatronik.de/Spindelmuttergehaeuse-DSG1605-fuer-Kugelumlaufspindel-SFU1605-SFU1610 | |
| − | + | * 14,30 EUR: https://www.cnc-discount.com/1605-block-aluminium/113 (keine konkreten Maßangaben, aber vermutl. das Gleiche wie oben) | |
| − | |||
| − | |||
| − | |||
Wellenkupplung: | Wellenkupplung: | ||
6,35 auf 10mm, 7nm | 6,35 auf 10mm, 7nm | ||
| − | + | * 10,35 EUR: https://www.cnc-discount.com/wellenkupplungen/7-nm-gross/wellenkupplung-7-nm/123?number=7NM6310WK.7NM.63/100.062%20kg | |
==== Eurohalsaufnahme 43mm: ==== | ==== Eurohalsaufnahme 43mm: ==== | ||
| Zeile 159: | Zeile 170: | ||
Für Kress, Suhner | Für Kress, Suhner | ||
| − | https://www.sorotec.de/shop/43er-Eurohalsaufnahme-.html | + | * https://www.sorotec.de/shop/43er-Eurohalsaufnahme-.html |
| − | http://www.ebay.de/itm/Eurohalsaufnahme-KRESS-SUHNER-CNC-Frase-Frasmaschine-Graviermaschine/311894772148?hash=item489e6089b4:g:U4cAAOSw7I5TsTAK | + | * http://www.ebay.de/itm/Eurohalsaufnahme-KRESS-SUHNER-CNC-Frase-Frasmaschine-Graviermaschine/311894772148?hash=item489e6089b4:g:U4cAAOSw7I5TsTAK |
| Zeile 179: | Zeile 190: | ||
==== Endschalter ==== | ==== Endschalter ==== | ||
| − | + | * nc-Endschalter. Achtung, die weitverbreiteten makerbot-style breakoutboards von bigtree sind anders verschaltet ! | |
===== Endschalter Abschirmung ===== | ===== Endschalter Abschirmung ===== | ||
| Zeile 227: | Zeile 238: | ||
dazu steh auch noch einiges im GRBL-FAQ: | dazu steh auch noch einiges im GRBL-FAQ: | ||
| − | [https://github.com/gnea/grbl/wiki/Frequently-Asked-Questions] und hier [https://github.com/gnea/grbl/issues/309] | + | * [https://github.com/gnea/grbl/wiki/Frequently-Asked-Questions] und hier [https://github.com/gnea/grbl/issues/309] |
==== bCNC ==== | ==== bCNC ==== | ||
bCNC ist ein graphisches Frontend für den GRBL, man kann aber auch andere wie zB. den Universal G-Code Sender nehmen oder direkt von einer Seriellen Schnittstelle wie dem Serial Monitor der Arduino-IDE aus den Nano mitd er GRBL-Firmware ansprechen. | bCNC ist ein graphisches Frontend für den GRBL, man kann aber auch andere wie zB. den Universal G-Code Sender nehmen oder direkt von einer Seriellen Schnittstelle wie dem Serial Monitor der Arduino-IDE aus den Nano mitd er GRBL-Firmware ansprechen. | ||
| + | |||
| + | == Literatur und Links == | ||
| + | |||
| + | {| class="wikitable" | ||
| + | |- | ||
| + | ! Referenz !! Beschreibung | ||
| + | |- | ||
| + | | [https://www.youtube.com/watch?v=Q65JGZrmBB4] || Youtube channel von Sebastian End zum Thema CNC-Fräsen und 3D-Drucker | ||
| + | |- | ||
| + | | [https://drive.google.com/file/d/0B_TXv-PgtcKfVGI5bUZEQ3RKNEU/view] || Die Baupläne und Maßzeichnungen zur Z-Achse von Sebastian End | ||
| + | |- | ||
| + | | [https://myhub.autodesk360.com/ue2971a9d/g/shares/SH7f1edQT22b515c761ee0871d644037a8fd] || Interaktives 3D-Modell der Z-Achse von Sebastian End | ||
| + | |- | ||
| + | | [https://www.instructables.com/id/LOW-COST-DIY-500-CNC-MILL/] || Instructional für eine kleinere Fräse aus Siebfilmplatte | ||
| + | |- | ||
| + | | [https://www.instructables.com/id/DIY-3D-Printed-Dremel-CNC/?utm_source=newsletter&utm_medium=email] || Instructional zu einer mini-Fräse, aus 3D-gedruckten Teilen | ||
| + | |- | ||
| + | |} | ||
Neueste Überarbeitung vom 30. August 2022, 14:19 Uhr
Zu tun – Einarbeiten in Vorlage:Projektdaten (![]() ): Vorlage:Projektdaten verwenden um Daten und Vorschaubild für Startseite zu erzeugen..
): Vorlage:Projektdaten verwenden um Daten und Vorschaubild für Startseite zu erzeugen..
FROSE2
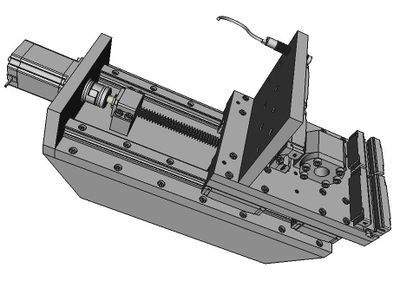
Beim Projekt Frose2 geht es um den Aufbau einer OSEG-Fräse, mit Verfahrwegen von ca. 100 x 70 x 8 cm. Diese hat eine wichtige Schlüsselfunktion bzw. begünstigt die Weiterentwicklung weiterer OSEG-Projekte, wie zB.:
- allg. Prototypentwicklung
- Werkstatt-Ausstattung für OpenEcoLabs: Selbst-Replikation
- Produktionsmaschine für OpenHardware-Bauteile (wie z.B. UniProKit)
- Projekt LibreSolarBox: Öffnungen i.d. Gehäuseplatten f. Anschlüsse/Stecker
- Projekt OHLOOM: Erstellung von Seitenwandteilen f. Bausätze, als Grundlage f. Kurse (Fortbildung) und Workshop-Veranstaltungen.
- Projekt ZAC+: Reaktionskammern mit Zulauf- u. Abfluss-Kanälen in Plexiglas fräsen.
Als Grundlage für den Aufbau diente der Torso einer alten Isel-basierten CNC-Sondermaschine, welcher als Schnäppchen sehr günstig erstanden werden konnte und zunächst nur aus dem Grundkorpus sowie der X- und Y-Achse bestand. D.h., eine Z-Achse war nicht vorhanden und musste völlig neu konstruiert und aufgebaut werden.

Frose2 - große CNC-Portalfräse

Dabei konnten wir auf einem sehr hochwertigen OpenHardware Bauplan aufsetzen von Sebastian End, dem Betreiber eines beliebten und sehr empfehlenswerten Youtube-Channels zum Thema CNC-Fräsen, siehe [1] , dem wir an dieser Stelle nochmals herzlich danken möchten.
Wir haben dabei ein paar kleine Anpassungen an unsere Bedingungen vorgenommen (wie etwa den Bohrlöchern für die Befestigung der Z-Achse am Portal) und alle CAD-Files dazu in das von uns bevorzugte FreeCAD-Format portiert, siehe [2].
Ausserdem wurden an sämtlichen Achsen neue Stepper-Motoren eingebaut und eine dazu passende Steuerung entwickelt, basierend auf einem Arduino Nano mit der OpenSource-Firmware GRBL 1.1. Als Steuerungssoftware nutzen wir bCNC, welches ebenfalls OpenSource ist.
Als Frässpindel kommt eine Kress 1050 FME mit 24000 u/min zum Einsatz.

Frose2 - Seitenansicht
Darstellung in FreeCAD


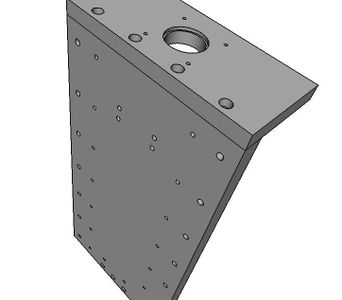
Die Kreuzplatte
Die Kreuzplatte dient der Verbindung zwischen dem Spindelschlitten und dem Portal bzw. der X-Achse. Diese erfolgt über eine rechtwinklig dazu angeordnete Verbindungsplatte, so dass hier aufgrund von zwei rechtwinkling angeordneten Befestigungsebenen eine besonders hohe Stabilität und Steifigkeit erzielt werden kann.
Die Kreuzplatte benötigt eine Vertiefung für die Spindelmutter und könnte theoretisch aus einem dicken Alustück gefertigt werden - wozu man aber bereits eine CNC-Fräse benötigen würde. Darum wird die Vertiefung hier durch eine Aufdoppelung mit schmalen Aluplatten realisiert, was auch eine Herstellung von Hand ermöglicht bzw. diese etwas vereinfacht
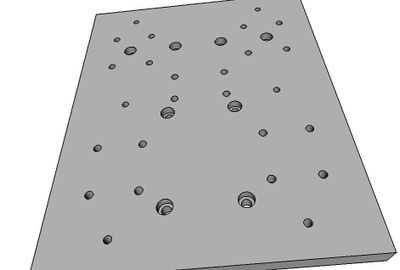
Die Kreuzplatte
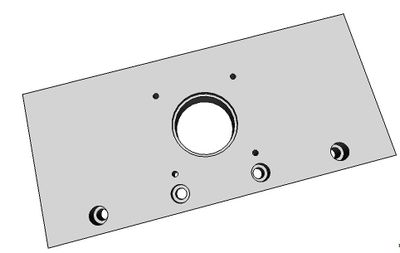
Verbindungsplatte
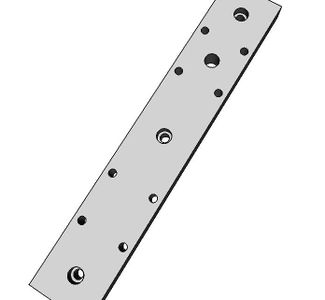
Aufdoppelungsplatte
Aufdoppelung

Kreuzplatte mit Verbindungsplatte, Aufdoppelung und Spindelmutterblock
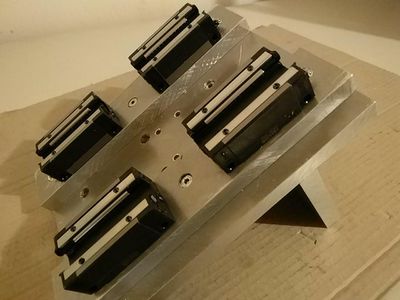
Kreuzplatte mit Führungswägen
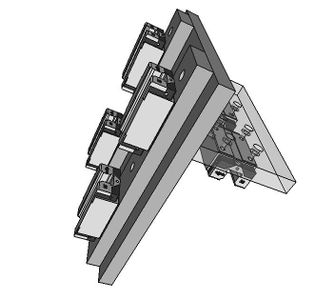
Komplette Baugruppe






Der Schlitten
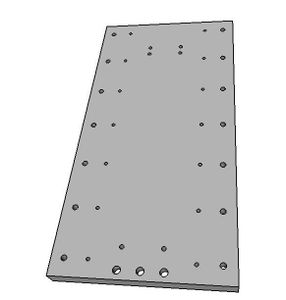
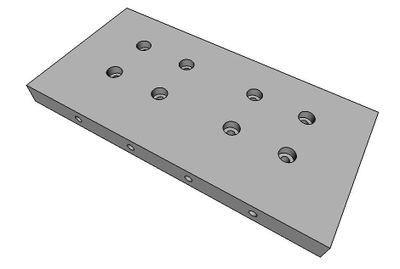
Die Vorderseite der Schlittenplatte
Rückseite
Die Steppermountplate
Schlitten Baugruppe



Zusammenbau
Die Schlittenplatte ist mittels der Lineartriebe beweglich mit der Kreuzplatte verbunden. Dabei werden die Führungswägen rückseitig mit der Kreuzplatte verschraubt und die Schienen sind am Schlitten befestigt.
Der Spindelmutterblock (für den Vortrieb) ist ebenfalls mit der Kreuzplatte verbunden und auf der anderen Seite befindet sich am Schlitten die Spindel nebst Fest- und Loslager, sowie dem Steppermotor.
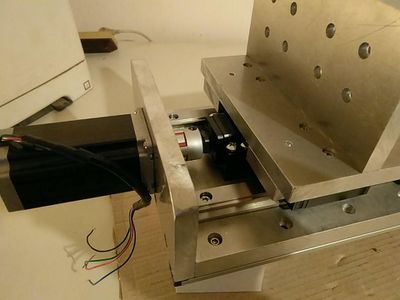
Montierter Stepper und Festlager d. Kugelumlaufspindel

Die Vorderseite der Schlittenplattegesamte Schlitten-Baugruppe

Seitenansicht



BOM
Die Aluplatten sind so gestaltet, dass sie von Hand (mit Ständerbohrmaschine) gefertigt werden können. Bei der Auswahl der Plattengrößen wurde versucht, möglichst solche zu verwenden, die bereits das richtige Standardmaß aufweisen und so keine weitere Nachbearbeitung erfordern. Nur die Platte für die Aufdoppelungen muss einmal mittig durchtrennt werden.

Die für die Z-Achse benötigten Bauteile

Führungswagen


Linearführung
Führungswagen:
(HSR25 THK, fuer Y-Achse)
2 x HRC20-MN Blockwagen kurz, CPC
Netto-Länge: 69mm
Lochabstand LxB: 36x32
2 x HRC20-ML Blockwagen lang, CPC
Schiene:
AR/HR20
Gesamthöhe mit Führungswagen: 30mm
Befestigungslöcher:
---
China-Clone: Komplettset bei CNC-Discount: CNC Set Orange "Blockwagen" A.Nr. PB20040
1 x Länge 600mm: 150,20 EUR
1 x Länge 400mm: 136,40 EUR
Abweichung: Netto-Länge 74mm
Kugelumlaufspindel
X-Achse:
FestLager: BK12
Loslager: BF12
Spindel: Nenn-Länge 700mm Typ 2010 (Durchmesser 20mm, Steigung 10mm)
Komplettset:
Spindelmutteraufnahmeblock:
- https://www.dold-mechatronik.de/Spindelmuttergehaeuse-DSG2005-fuer-Kugelumlaufspindel-SFU2005
- 15,85 EUR: https://www.cnc-discount.com/2010-block-aluminium/202 (keine konkreten Maßangaben aber vermutl. das Gleiche wie oben)
Wellenkupplung: 7nm, 6,35 auf 12mm
Z-Achse:
Spindel: Nenn-Länge 350mm Typ 1605 (Durchmesser 16mm, Steigung 5mm)
Spindelmutteraufnahmeblock: (Problem 40x24mm statt 58x13 -> entweder durchbohren und nur vier Schrauben oder andersrum montieren)
- https://www.ebay.de/itm/Spannblock-Spindelmuttergehause-DSG16-20-25-32-CNC-Kugelumlaufspindel/162313727741?hash=item25caa6eefd:m:m_0qmsd08XJ-yBWrg4pyASg
- https://www.dold-mechatronik.de/Spindelmuttergehaeuse-DSG1605-fuer-Kugelumlaufspindel-SFU1605-SFU1610
- 14,30 EUR: https://www.cnc-discount.com/1605-block-aluminium/113 (keine konkreten Maßangaben, aber vermutl. das Gleiche wie oben)
Wellenkupplung: 6,35 auf 10mm, 7nm
Eurohalsaufnahme 43mm:
Für Kress, Suhner
- https://www.sorotec.de/shop/43er-Eurohalsaufnahme-.html
- http://www.ebay.de/itm/Eurohalsaufnahme-KRESS-SUHNER-CNC-Frase-Frasmaschine-Graviermaschine/311894772148?hash=item489e6089b4:g:U4cAAOSw7I5TsTAK
Alu-Platten f. Rahmen
Wellenkupplung
6.35mm auf 12mm: https://www.cnc-discount.com/wellenkupplungen/7-nm-gross/wellenkupplung-7-nm/123?number=7NM6312WK.7NM.63/120.062%20kg
Endschalter
- nc-Endschalter. Achtung, die weitverbreiteten makerbot-style breakoutboards von bigtree sind anders verschaltet !
Endschalter Abschirmung
Die Abschirmung ist ein gravierender Knackpunkt, denn Störsignale auf der Leitung führen zu unregelmässig bis chaotisch auftretenden Effekten.
Wichtig ist, nicht nur die Endschalter abzuschirmen gegen Störungen, sondern vor allem auch die Motor-Leitungen, damit hier keine Störsignale erzeugt werden. Ausserdem können noch flackernde Neonleuchten etc. in der Umgebung Ursache für unerwünschte Einstreuungen sein.
Sofern die Leitung mit einem Drahtgeflecht als Schirm versehen ist, muss sie (einseitig !) mit einer Masse verbunden werden.
Bei der Motorleitung kann das an der V- Leitung der Gleichstromversorgung für die Treiberstufe sein, so wie hier dargestellt: [3]
![[3]](https://www.estlcam.de/pic/0017L.jpg){kind=link}
Man kann sie auch direkt am Netzteil abgreifen, falls das einfacher ist, siehe hier: [4]
![[4]](https://www.estlcam.de/pic/0018L.jpg){kind=link}
Die Abschirmung der Schalter selbst kann mit dem GND vom Arduino oder dessen 5V-Netzteil verbunden werden.
ToolChain
GRBL V.1.1 mit Arduino Nano
Bei Verwendung eines Arduino Nano kann es sein, dass die Firmware nicht mehr ganz in den Bootloader passt. Das hängt davon ab, wie aktuell die Arduino-IDE ist, weil ein neuerer gcc etwas größeren Code erzeugt. Mit einer älteren IDE könnte es aber noch klappen. Ansonsten muss der (schlankere) Bootloader vom Arduino Uno auf den Arduino Nano mittels ICSP geflasht werden. Dann sollte die Firmware auch mit aktuellen Arduino-IDEs passen.
Anschlüsse
Settings
Einstellung der Schrittweite, Geschwindigkeit und Beschleunigung erfolgt dabei mit den Parametern $100, $101, $102, sowie $110, $111, $112 und $120, $121, $122.
Endschalter und Homing
Falls eine Abschirmung mit Drahtgeflecht nicht ausreicht kann man auch einen RC-Entstörfilter in die Leitung setzen oder einen Opto-Koppler, siehe [9]
Vor dem Homing sollte man sicherstellen, das alle Achsen in die korrekten Richtungen laufen und die Schalter ansprechen, das kann man mit der Status-Report Ausgabe (mittels "$?") prüfen. Die Homing Richtung selbst kann man mit $23 für jede Achse separat einstellen.
siehe [10]
dazu steh auch noch einiges im GRBL-FAQ:
bCNC
bCNC ist ein graphisches Frontend für den GRBL, man kann aber auch andere wie zB. den Universal G-Code Sender nehmen oder direkt von einer Seriellen Schnittstelle wie dem Serial Monitor der Arduino-IDE aus den Nano mitd er GRBL-Firmware ansprechen.
Literatur und Links
| Referenz | Beschreibung |
|---|---|
| [13] | Youtube channel von Sebastian End zum Thema CNC-Fräsen und 3D-Drucker |
| [14] | Die Baupläne und Maßzeichnungen zur Z-Achse von Sebastian End |
| [15] | Interaktives 3D-Modell der Z-Achse von Sebastian End |
| [16] | Instructional für eine kleinere Fräse aus Siebfilmplatte |
| [17] | Instructional zu einer mini-Fräse, aus 3D-gedruckten Teilen |