Bohrautomat: Unterschied zwischen den Versionen
Case (Diskussion | Beiträge) (Created page with "Bohrautomat ...tbc.") |
|||
| (28 dazwischenliegende Versionen von 2 Benutzern werden nicht angezeigt) | |||
| Zeile 1: | Zeile 1: | ||
| − | [[Bohrautomat]] | + | {{Projektdaten |
| + | |Projektname=Bohrautomat | ||
| + | |Kurzbeschreibung=Ein auf den Teilen des UniProKit Basis-Set gründendes Gerähme mit zusätzlicher Bewegungssteuerung zum automatischen Bohren, auf einer möglichen Länge von max. einem Meter soll entwickelt werden. | ||
| + | |Stichwörter=Bohrautomat; Steuerung; UniProKit; | ||
| + | |Sortierbegriffe=mechanische Bauteile; Bohrautomat; | ||
| + | |Entwicklungsstufen=Prototyp entwickelt; Dokumentation veröffentlicht; | ||
| + | |Gesamtstatus=aktiv | ||
| + | |Kontakt=* [[Oliver Schlüter]] [mailto:os@ose-germany.de <os@ose-germany.de>] | ||
| + | |Diskussion=* [https://forum.opensourceecology.de/t/bohrautomat-bautagebuch-was-lineartrieb-x-achse/535 Forum (Bohrautomat Bautagebuch (was: Lineartrieb, X-Achse))] | ||
| + | * [https://forum.opensourceecology.de/t/steuerelektronik-fuer-bohrautomat/382 Forum (Steuerelektronik für Bohrautomat)] | ||
| + | * [https://t.me/OSEGWelcome OSEG Willkommens Gruppe] auf Telegram | ||
| + | |Repositorien= | ||
| + | <!-- Kommentar: Projekt-Vorschaubild --> | ||
| + | |Vorschauklasse=prototyping | ||
| + | |Vorschaubild=Datei:MF14 stand BA closeup.jpg | ||
| + | |Vorschaukurztext=Bohrautomat | ||
| + | }} | ||
| − | ... | + | Dieser Bohrautomat soll hauptsächlich dazu dienen, die Teile des UniProKit Basis-Set Strukturelemente automatisch bohren zu können, auf eine Länge von 1m. |
| + | |||
| + | == X-Achse == | ||
| + | |||
| + | |||
| + | === Konstruktion === | ||
| + | ---- | ||
| + | |||
| + | <gallery widths="490" heights="384" perrow="2" caption="Bohrautomat - X-Achse 3D-Darstellung"> | ||
| + | Spindelmountplate4b top.png|Halterung für Frässpindel | ||
| + | Unipro-xslider4.png|Halterung von unten - man sieht die Slider-Elemente | ||
| + | Unipro-xslider2.png|Die Slider laufen direkt in der Nute des T-Slot-Profils | ||
| + | Unipro-xslider3.png|Detailansicht | ||
| + | Xslide1.png|Seitliche Motormount-Platten | ||
| + | Ba xslide assemblie.png|Ansicht mit Steppern und Gewinde | ||
| + | </gallery> | ||
| + | |||
| + | === Herstellung der Spezialteile aus Multiplex-Platte === | ||
| + | <gallery widths="490" heights="384" perrow="2" caption="Bohrautomat - Spezialteile"> | ||
| + | Ba_zuschnitt.jpg|Die Platten werden aus Multiplex-Platte hergestellt - leicht zu bearbeiten aber relativ verzugarm | ||
| + | Ba_seitenteile_gebohrt2.jpg|Alles ausgeschnitten und gebohrt | ||
| + | Ba_gruen_gestrtichen.jpg|und grün gestrichen | ||
| + | </gallery> | ||
| + | |||
| + | === Zusammenbau der X-Gantry === | ||
| + | <gallery widths="490" heights="384" perrow="2" caption="Bohrautomat - X-Gantry"> | ||
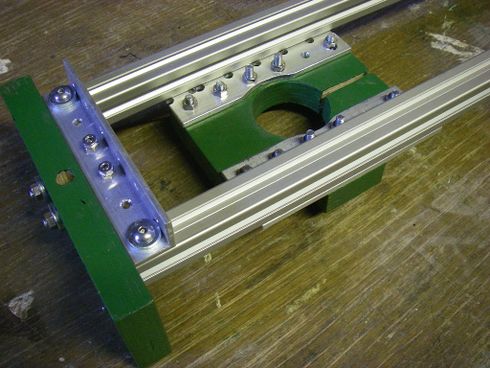
| + | Ba_sliderhalter_vo.jpg|Sliderhalter von oben | ||
| + | Ba_sliderhalter_vu.jpg|Sliderhalter von unten | ||
| + | Ba_spindelmount_vo.jpg|Spindelmountplatte von oben | ||
| + | Ba_spindelmount_vu.jpg|Spindelmountplatte von unten | ||
| + | Ba_x_tslotframe_vo.jpg|X-T-slot-Frame von oben | ||
| + | Ba_x_tslotframe_vu.jpg|X-T-slot-Frame von unten | ||
| + | Ba_x_assemblie_vo.jpg|X-Gantry zusammengebaut, von oben | ||
| + | Ba_x_assemblie_vu.jpg|X-Gantry zusammengebaut, von unten | ||
| + | Ba_x_assemblie_vu.jpg|X-Gantry komplett usammengebaut, von unten | ||
| + | Ba_x_assemblie_kress.jpg|X-Gantry zusammengebaut, mit Kress FME1050 als Frässpindel | ||
| + | </gallery> | ||
| + | |||
| + | == Z-Achse == | ||
| + | |||
| + | === Konstruktion === | ||
| + | <gallery widths="490" heights="384" perrow="2" caption="Bohrautomat - Z-Achse 3D-Darstellung"> | ||
| + | Seitenplatte3d.png| Die Seitenplatten stellen die Z-Achse dar, ... | ||
| + | Xz assemblie.png| ... weil hier die X-Achse rauf und runter bewegt wird | ||
| + | </gallery> | ||
| + | |||
| + | === Montage der Z-Seitenplatten === | ||
| + | <gallery widths="490" heights="384" perrow="2" caption="Bohrautomat - Z-Achse Montage"> | ||
| + | Ba_ymount.jpg| An die Seitenplatten werden zunächst die Halterungen geschraubt, ... | ||
| + | Ba_zrail.jpg| ... dann werden die Seitenplatten mittels T-Slot-Profilen verbunden | ||
| + | Ba_zrail2.jpg| und die aufrechten T-Slotprofile montiert, die als Linearführung für die Slider dienen | ||
| + | </gallery> | ||
| + | |||
| + | == Y-Achse == | ||
| + | |||
| + | === Konstruktion === | ||
| + | <gallery widths="490" heights="384" perrow="2" caption="Bohrautomat - Y-Achse 3D-Darstellung"> | ||
| + | Schlitten3d.png| Das gesamte Portal wird auf diesen Schlitten befestigt ... | ||
| + | Rail3d.png| ... welche auf der langen Y-Achse laufen | ||
| + | </gallery> | ||
| + | |||
| + | === Montage der Y-Achse === | ||
| + | <gallery widths="490" heights="384" perrow="2" caption="Bohrautomat - Y-Achse 3D-Darstellung"> | ||
| + | BA_Imgp1380.jpg| Die Befestigungsplatten für das Portal ... | ||
| + | BA_Imgp1381.jpg| werden auf die Schlitten montiert. | ||
| + | BA_Imgp1383.jpg| Je Befestigungsplatte wird auch noch eine Trapezgewinde-Mutter angebracht. | ||
| + | BA_Imgp1385.jpg| Nun wird das ganze Portal so montiert, dass die Schlitten auf der Y-Achse gut und frei laufen können. | ||
| + | BA_Imgp1384.jpg| Detailansicht | ||
| + | MF14_stand_BA_closeup.jpg| und nochmal von der anderen Seite | ||
| + | BA_Imgp1386.jpg| Halter für die Y-Stepper | ||
| + | BA_Imgp1387.jpg| und für die Loslager-Kugellager | ||
| + | MF14_stand_BA_vonhinten.jpg | Loslager werden am Ende montiert | ||
| + | MF14_stand_BA_vonvorn.jpg| und Motoren am anderen Ende. Nahebei sieht man übrigens die Powerlolus und am Portal wurde die RAMPS-Steuerung mit Kabelbinder befestigt | ||
| + | </gallery> | ||
| + | |||
| + | == Elektronik == | ||
| + | |||
| + | Die Steuerung basiert auf einer RAMPS1.4/ArduinoMega-Elektronik wie sie in den meisten 3D-Druckern zum Einsatz kommt und ist somit für sehr wenig Geld (im Vergleich mit anderen CNC-Steuerungen) erhältlich. Dies wurde erreicht, indem für jede Motorachse zwei Motoren zum Einsatz kommen, d.h., die benötigte Kraft pro Achse wird verteilt und die benötigten Motoren können somit kleiner ausgelegt wird - passend zu den Pololu-Treibern auf dem RAMPS-Board - die können nämlich nur Motorströme bis etwa 2A regeln. | ||
| + | |||
| + | Für die schweren 3A/3Nm-Stepper [https://www.cncprofi.eu/product_info.php?info=p49_schrittmotor---3-nm-3-a---welle-fi-8-0-mm---flansch-57-mm.html] der Y-Achse reicht dies jedoch nicht, weswegen hier zwei Powerlolu-Treiber zum Einsatz kommen. Diese können einerseits Ströme bis zu 10A regeln, sind aber andererseits zum RAMPS-Board kompatibel. | ||
| + | |||
| + | Die Motoren werden wie folgt an die RAMPS-Ports angeschlossen: | ||
| + | |||
| + | Z-Achse: Beide Motoren gehen an den Z-Port, denn das RAMPS-Board ist ohnehin so ausgelegt, das bei der Z-Achse zwei Motoren an einen Pololu angeschlossen werden. Somit sind diesbezüglich auch keinerlei Änderungen in der Firmware vonnöten. | ||
| + | |||
| + | Y-Achse: Die Powerlolus werden mittels eines kleinen Adapters (hier: aus Lochraster und selbstgelötet) an den Y-Port und an den Extruder1-Port angeschlossen, wobei der am Extruderport befindliche Motor hier nur an die Stromversorgung angeschlossen ist (5V für das Powerlolu-Board). Die Datenleitungen DIR, STEP und ENABLE werden vom Y-Port her durchgeschleift, damit beide Powerlolous synchron das gleiche Steuersignal bekommen. Somit sind auch hierfür keine Änderungen in der Firmware vonnöten. | ||
| + | |||
| + | X-Achse: Ein Motor hängt regulär am X-Port, der andere am Extruder0-Port. Hier musste die Firmware dahingehend angepasst werden, dass alle Signale für den X-Port auch an den Extruder0-Port gehen. Dabei ist es sinnvoll, das so zu machen, dass die ganze Extruderlogik softwaremäßig völlig ausgeklammert bzw. überbrückt wird. Ansonsten sind noch in den Configurations-Defaultwerten ein paar kleinere Änderungen vonnöten die den Antrieb mittels Gewindestange im Gegensatz zum Zahnriemen beim Drucker betreffen, d.h. der Step-per-Unit- bzw. Step_pro_mm-Wert muss angepasst werden sowie die Feed-Geschwindigkeiten. | ||
| + | |||
| + | Als Firmware-Grundlage wurde eine ältere und abgespeckte Version von "Sprinter" verwendet, einer früher recht wei verbreiteten 3DPrinter-Firmware, die aber inzwischen oft durch "Marlin", einem auf Sprinter basierenden Nachfolger, abgelöst wurde. Für diesen Zweck hier ist die ältere Sprinter-Version aber günstiger, da sie kleiner, überschaubarer und ursprünglicher ist und weniger 3D-Printer-spezifische Features enthält. | ||
| + | |||
| + | Da alle Hardwarespezifischen Besonderheiten innerhalb der Firmware abgehandelt werden, ist diese nun nach aussen hin transparent, soll heissen, als Host-Software kann ein normaler 3D-Printer-Host wie pronterface/printrun verwendet werden, um G-Code-Befehle an die RAMPS/Arduino-Steuerung zu senden. | ||
| + | |||
| + | Still ToDo: Insbesondere in der Anwendung als Bohrautomat kann die Maschine nun schon benutzt werden, für komplexere Fräs-Anwendungen wäre allerdings noch eine Firmware-Anpassung in Form einer Backlash-Kompensation vonnöten. Beim 3DPrinter stellt sich die Problematik insofern nicht, als das X- und Y ohnehin per Zahnriemen angetrieben werden und der Backlash in der Z-Achse ignoriert werden kann, weil hier beim 3D-drucken (der Druckkopf geht Schicht um Schicht höher) ja keine Richtungsänderung erfolgt. | ||
| + | |||
| + | Insofern kann man bereits jetzt schon bohren (indem man die Bohrpositionen so legt, das sie ausschliesslich "aufsetigend" aufeinanderfolgen und zumindest einfache Bahnen fräsen, wenn man vor Richtungswechseln ein Homing durchführt. Aber optimal ist das noch nicht, denn man möchte vielleicht auch mal einen Kreis fräsen und ohne etwaige Zwischendruch-Homings wird der Vorgang natürlich auch schneller. | ||
| + | |||
| + | |||
| + | === Stepper-Motoren und Treiber === | ||
| + | <gallery widths="490" heights="384" perrow="2" caption="Bohrautomat - Steuerung und Schrittmotor-Treiber"> | ||
| + | Ba_ra_pol_pow.jpg| Als Steuerung dient ein RAMPS1.4 mit 4 Pololu-Steppertreibern und zwei Powerlolu-treibern für die Y-Achse, auf welcher das schwere Portal bewegt wird. | ||
| + | Ba_stepper_yzx.jpg| Dazu dienen die zwei großen 3Nm-Stepper. Die X-Achse wird mit den beiden mittleren 1Nm-Steppern angehoben und gesenkt und die Spindelmountplatte wird mit den beiden kleinen 0.52Nm-Steppern in X-Richtung hin- und her bewegt. | ||
| + | </gallery> | ||
| + | |||
| + | |||
| + | === OptoEndStop === | ||
| + | |||
| + | Die OptoEndstops basieren auf der Gabellichtschranke TCST1103. Ich habe meistens alle Bauteile dafür vorrätig und kann mir bei Bedarf schnell die benötigten EndStops zusammenlöten. | ||
| + | |||
| + | Eine gute Anleitung dafür findet man [http://reprap.org/wiki/Gen7_Endstop_1.3.1 im RepRap-Wiki] | ||
| + | |||
| + | <gallery widths="490" heights="384" perrow="2" caption="Herstellung der EndStopper aus Lochrasterplatine"> | ||
| + | BA_endstop_lochrasterplatine.jpg| Zunächst ein paar Stücke Lochrasterplatine aussägen und die Kanten etwas abschleifen. | ||
| + | BA_endstop_lochraster2.jpg| Zuerst ein paar Drähte auflöten ... | ||
| + | BA endstop bauteile.jpg| ... und dann noch ein paar kleinere Bauteile: 3 Widerstände, eine LED und eine Gabellichtschranke vom Typ TCST1103 | ||
| + | BA endstop.jpg| Fertig. Hier die Vorder- und Rückansicht der Endstopper. | ||
| + | </gallery> | ||
| + | |||
| + | [[Kategorie:Bohren]] | ||
| + | [[Kategorie:Automation]] | ||
| + | [[Kategorie:Gerätetechnik]] | ||
Aktuelle Version vom 29. August 2022, 20:13 Uhr
| Beschreibung, Lizenz, Entwicklungsstand | |
|---|---|
| Projekt: Bohrautomat. Beschreibung: Ein auf den Teilen des UniProKit Basis-Set gründendes Gerähme mit zusätzlicher Bewegungssteuerung zum automatischen Bohren, auf einer möglichen Länge von max. einem Meter soll entwickelt werden. | |
| Stichwörter | Bohrautomat; Steuerung; UniProKit |
| Lizenz | Namensnennung – Weitergabe unter gleichen Bedingungen 4.0 International (CC BY-SA 4.0) |
| Status | aktiv |
| Erreichte Stufen | Prototyp entwickelt; Dokumentation veröffentlicht |
| Austausch | |
| Kontakt | |
| Urheber, Verfasser | Bitte Urheber oder Verfasser nachtragen |
| Diskussion | |
| Entwicklersammlungen (engl. Repositories) | n.a. |
Dieser Bohrautomat soll hauptsächlich dazu dienen, die Teile des UniProKit Basis-Set Strukturelemente automatisch bohren zu können, auf eine Länge von 1m.
X-Achse
Konstruktion
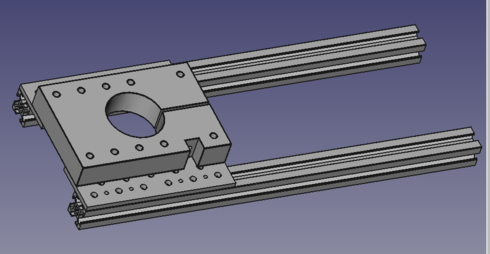
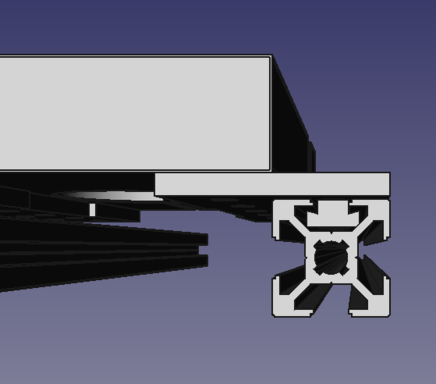
- Bohrautomat - X-Achse 3D-Darstellung
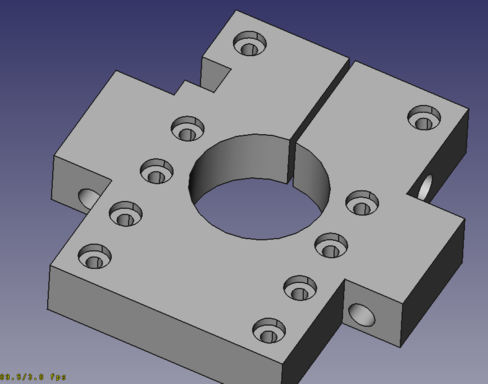
Halterung für Frässpindel
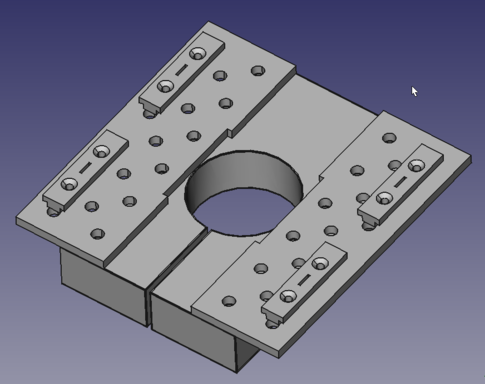
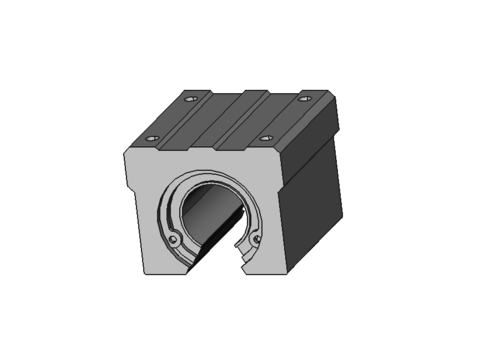
Halterung von unten - man sieht die Slider-Elemente
Die Slider laufen direkt in der Nute des T-Slot-Profils
Detailansicht
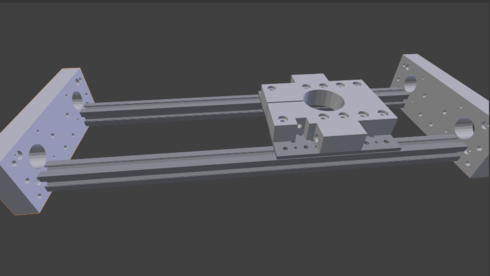
Seitliche Motormount-Platten
Ansicht mit Steppern und Gewinde






Herstellung der Spezialteile aus Multiplex-Platte
- Bohrautomat - Spezialteile

Die Platten werden aus Multiplex-Platte hergestellt - leicht zu bearbeiten aber relativ verzugarm
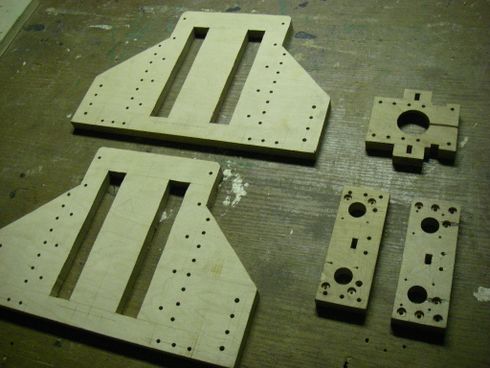
Alles ausgeschnitten und gebohrt

und grün gestrichen



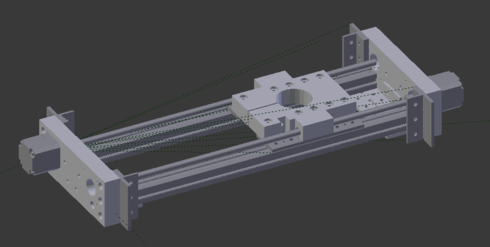
Zusammenbau der X-Gantry
- Bohrautomat - X-Gantry

Sliderhalter von oben

Sliderhalter von unten

Spindelmountplatte von oben
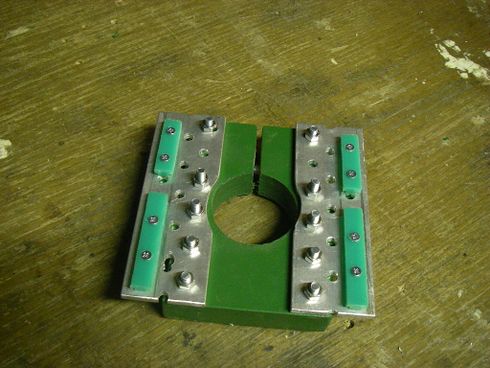
Spindelmountplatte von unten

X-T-slot-Frame von oben
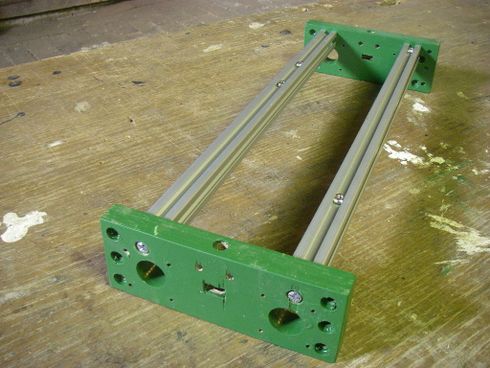
X-T-slot-Frame von unten
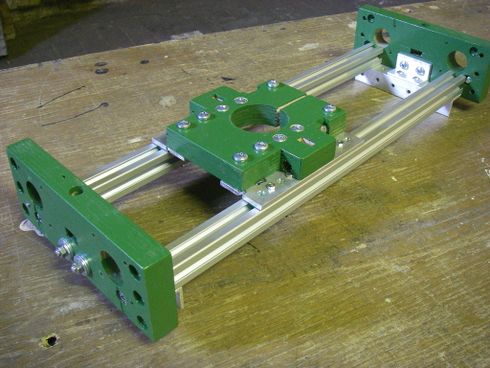
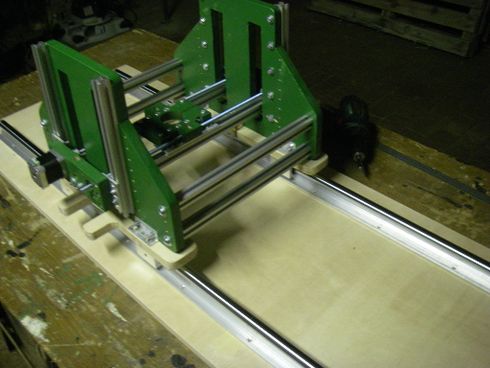
X-Gantry zusammengebaut, von oben
X-Gantry zusammengebaut, von unten
X-Gantry komplett usammengebaut, von unten
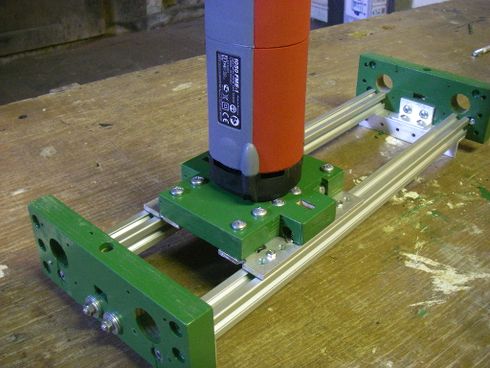
X-Gantry zusammengebaut, mit Kress FME1050 als Frässpindel









Z-Achse
Konstruktion
- Bohrautomat - Z-Achse 3D-Darstellung
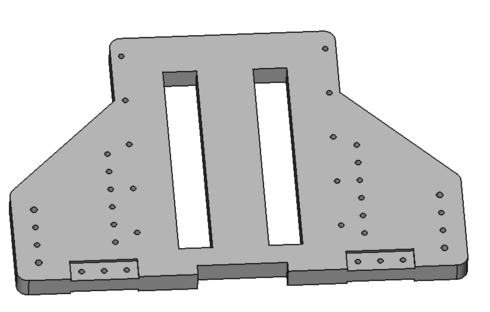
Die Seitenplatten stellen die Z-Achse dar, ...
... weil hier die X-Achse rauf und runter bewegt wird


Montage der Z-Seitenplatten
- Bohrautomat - Z-Achse Montage

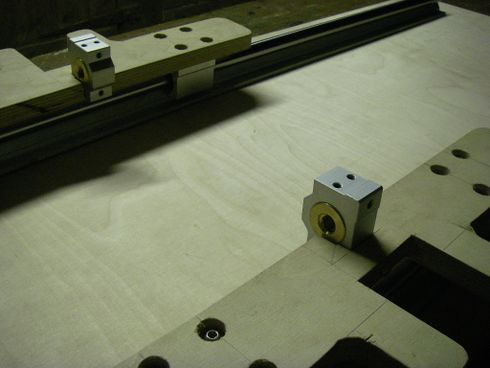
An die Seitenplatten werden zunächst die Halterungen geschraubt, ...

... dann werden die Seitenplatten mittels T-Slot-Profilen verbunden

und die aufrechten T-Slotprofile montiert, die als Linearführung für die Slider dienen



Y-Achse
Konstruktion
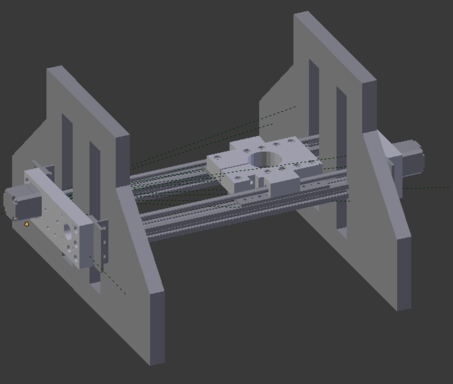
- Bohrautomat - Y-Achse 3D-Darstellung
Das gesamte Portal wird auf diesen Schlitten befestigt ...

... welche auf der langen Y-Achse laufen


Montage der Y-Achse
- Bohrautomat - Y-Achse 3D-Darstellung

Die Befestigungsplatten für das Portal ...

werden auf die Schlitten montiert.
Je Befestigungsplatte wird auch noch eine Trapezgewinde-Mutter angebracht.
Nun wird das ganze Portal so montiert, dass die Schlitten auf der Y-Achse gut und frei laufen können.

Detailansicht

und nochmal von der anderen Seite

Halter für die Y-Stepper

und für die Loslager-Kugellager
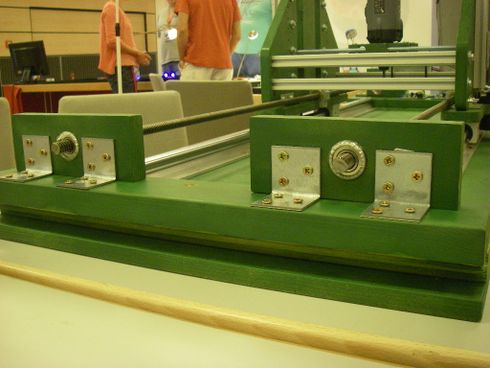
Loslager werden am Ende montiert

und Motoren am anderen Ende. Nahebei sieht man übrigens die Powerlolus und am Portal wurde die RAMPS-Steuerung mit Kabelbinder befestigt










Elektronik
Die Steuerung basiert auf einer RAMPS1.4/ArduinoMega-Elektronik wie sie in den meisten 3D-Druckern zum Einsatz kommt und ist somit für sehr wenig Geld (im Vergleich mit anderen CNC-Steuerungen) erhältlich. Dies wurde erreicht, indem für jede Motorachse zwei Motoren zum Einsatz kommen, d.h., die benötigte Kraft pro Achse wird verteilt und die benötigten Motoren können somit kleiner ausgelegt wird - passend zu den Pololu-Treibern auf dem RAMPS-Board - die können nämlich nur Motorströme bis etwa 2A regeln.
Für die schweren 3A/3Nm-Stepper [1] der Y-Achse reicht dies jedoch nicht, weswegen hier zwei Powerlolu-Treiber zum Einsatz kommen. Diese können einerseits Ströme bis zu 10A regeln, sind aber andererseits zum RAMPS-Board kompatibel.
Die Motoren werden wie folgt an die RAMPS-Ports angeschlossen:
Z-Achse: Beide Motoren gehen an den Z-Port, denn das RAMPS-Board ist ohnehin so ausgelegt, das bei der Z-Achse zwei Motoren an einen Pololu angeschlossen werden. Somit sind diesbezüglich auch keinerlei Änderungen in der Firmware vonnöten.
Y-Achse: Die Powerlolus werden mittels eines kleinen Adapters (hier: aus Lochraster und selbstgelötet) an den Y-Port und an den Extruder1-Port angeschlossen, wobei der am Extruderport befindliche Motor hier nur an die Stromversorgung angeschlossen ist (5V für das Powerlolu-Board). Die Datenleitungen DIR, STEP und ENABLE werden vom Y-Port her durchgeschleift, damit beide Powerlolous synchron das gleiche Steuersignal bekommen. Somit sind auch hierfür keine Änderungen in der Firmware vonnöten.
X-Achse: Ein Motor hängt regulär am X-Port, der andere am Extruder0-Port. Hier musste die Firmware dahingehend angepasst werden, dass alle Signale für den X-Port auch an den Extruder0-Port gehen. Dabei ist es sinnvoll, das so zu machen, dass die ganze Extruderlogik softwaremäßig völlig ausgeklammert bzw. überbrückt wird. Ansonsten sind noch in den Configurations-Defaultwerten ein paar kleinere Änderungen vonnöten die den Antrieb mittels Gewindestange im Gegensatz zum Zahnriemen beim Drucker betreffen, d.h. der Step-per-Unit- bzw. Step_pro_mm-Wert muss angepasst werden sowie die Feed-Geschwindigkeiten.
Als Firmware-Grundlage wurde eine ältere und abgespeckte Version von "Sprinter" verwendet, einer früher recht wei verbreiteten 3DPrinter-Firmware, die aber inzwischen oft durch "Marlin", einem auf Sprinter basierenden Nachfolger, abgelöst wurde. Für diesen Zweck hier ist die ältere Sprinter-Version aber günstiger, da sie kleiner, überschaubarer und ursprünglicher ist und weniger 3D-Printer-spezifische Features enthält.
Da alle Hardwarespezifischen Besonderheiten innerhalb der Firmware abgehandelt werden, ist diese nun nach aussen hin transparent, soll heissen, als Host-Software kann ein normaler 3D-Printer-Host wie pronterface/printrun verwendet werden, um G-Code-Befehle an die RAMPS/Arduino-Steuerung zu senden.
Still ToDo: Insbesondere in der Anwendung als Bohrautomat kann die Maschine nun schon benutzt werden, für komplexere Fräs-Anwendungen wäre allerdings noch eine Firmware-Anpassung in Form einer Backlash-Kompensation vonnöten. Beim 3DPrinter stellt sich die Problematik insofern nicht, als das X- und Y ohnehin per Zahnriemen angetrieben werden und der Backlash in der Z-Achse ignoriert werden kann, weil hier beim 3D-drucken (der Druckkopf geht Schicht um Schicht höher) ja keine Richtungsänderung erfolgt.
Insofern kann man bereits jetzt schon bohren (indem man die Bohrpositionen so legt, das sie ausschliesslich "aufsetigend" aufeinanderfolgen und zumindest einfache Bahnen fräsen, wenn man vor Richtungswechseln ein Homing durchführt. Aber optimal ist das noch nicht, denn man möchte vielleicht auch mal einen Kreis fräsen und ohne etwaige Zwischendruch-Homings wird der Vorgang natürlich auch schneller.
Stepper-Motoren und Treiber
- Bohrautomat - Steuerung und Schrittmotor-Treiber
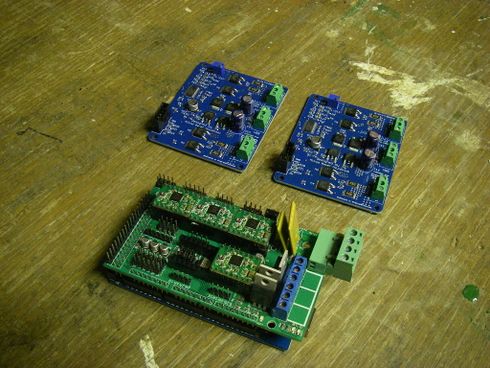
Als Steuerung dient ein RAMPS1.4 mit 4 Pololu-Steppertreibern und zwei Powerlolu-treibern für die Y-Achse, auf welcher das schwere Portal bewegt wird.
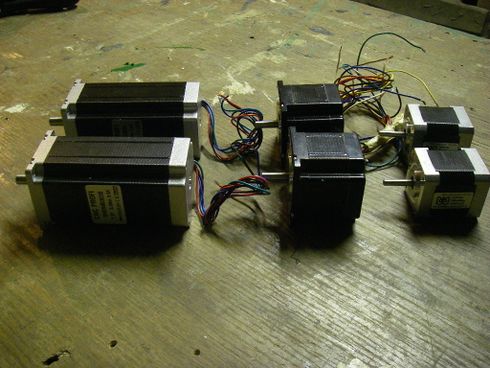
Dazu dienen die zwei großen 3Nm-Stepper. Die X-Achse wird mit den beiden mittleren 1Nm-Steppern angehoben und gesenkt und die Spindelmountplatte wird mit den beiden kleinen 0.52Nm-Steppern in X-Richtung hin- und her bewegt.


OptoEndStop
Die OptoEndstops basieren auf der Gabellichtschranke TCST1103. Ich habe meistens alle Bauteile dafür vorrätig und kann mir bei Bedarf schnell die benötigten EndStops zusammenlöten.
Eine gute Anleitung dafür findet man im RepRap-Wiki
- Herstellung der EndStopper aus Lochrasterplatine

Zunächst ein paar Stücke Lochrasterplatine aussägen und die Kanten etwas abschleifen.
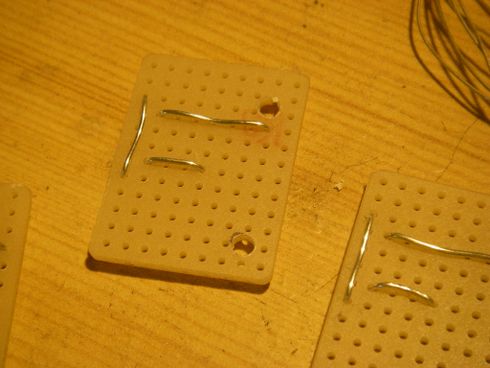
Zuerst ein paar Drähte auflöten ...

... und dann noch ein paar kleinere Bauteile: 3 Widerstände, eine LED und eine Gabellichtschranke vom Typ TCST1103

Fertig. Hier die Vorder- und Rückansicht der Endstopper.



